|
|
|||||||
| The Damascus Forum The art and study of Damascus steel making. |
 |
|
|
Thread Tools | Display Modes |
|
#1
 03-11-2018, 08:42 AM
03-11-2018, 08:42 AM
|
|||
|
|||
|
Forging Damascus
I�m in the process of getting the stuff needed to get into forging blades. I am intent on doing Damascus. I�ve watched numerous YouTube videos on forge welding it, but they left me with more questions than answers. I understand etching the billet to get the pattern to pop. What i don�t understand, however, is how after forge welding the 1080 and 15N20 into a billet, the pattern is visible. My interpretation is, when it is welded, the pattern is only on the sides. How do you get the pattern to show on the blade sides?

|
|
#2
03-11-2018, 09:15 AM
|
|||
|
|||
|
The pattern comes from layers showing. So when your just folding the steel , there is scale (oxidized steel) that comes off. This scaling effect isn't consistent across the billet so that as the forging process goes on you'll break through layers. To get more layers showing the surface the billet can be manipulated by cutting notches, drilling and/or several other methods.
I would recommend learning how to grind and heat treat a knife before learning to forge. Learn to forge before you try Damascus. Drop in on Ray's Newby chatroom tonight, you can get a lot of help there. Last edited by jmccustomknives; 03-11-2018 at 09:17 AM.
|
|
#3
03-11-2018, 09:32 AM
|
|||
|
|||
|
So, my interpretation of what you said is the pattern will show through on its own through the cutting or folding process?
I fully intend on starting �small� and doing just basic steel work with just one steel and the HT and profiling aspects. And maybe tinker around with more technical stuff with scraps before delving into manipulation of the patterns. I do appreciate you responding. Thank you
|
|
#4
03-15-2018, 07:43 AM
|
||||
|
||||
|
I second the advice. I've been doing this for 30+ years..... and can tell you that it takes time and experience to learn. DO NOT rely on Youtube videos to guide you! There is so much misinformation out there these days, and you could struggle along for YEARS by relying on Youtube fore guidance.
As someone who teaches Bladesmithing/Knifemaking, I have had an endless number of people who are just starting out, want to schedule Damascus classes with me. I simply refuse to teach Damascus to anyone who has less than a year under their belt Bladesmithing. And even then, they must be able to speak intelligently about the subject...... The reason is that unless an individual has a given level of knowledge of hot working carbon/alloy steel, the information is simply over their head(s). More directly to your question about the pattern(s)... The pattern is created from the alloys in the different steels. When etched, different steels, with different alloys will display different "colors" or hues in the finished product. How the individual manipulates a billet after layering/welding it up, determines the end pattern. Patterns can be as simple as "random"....meaning that you forge it out, grind out a blade, and whatever the pattern comes out looking like, is what you get. As you learn/understand more, you can manipulate the layers to achieve specific outcomes...... there really is no limitation, except the individual's imagination and motivation. __________________ WWW.CAFFREYKNIVES.NET  Caffreyknives@gmail.com "Every CHOICE has a CONSEQUENCE, and all your CONSEQUENCES are a result of your CHOICES."
|
|
#5
03-16-2018, 11:15 PM
|
|||
|
|||
|
Thank you for your response. I will admit, I do realize that there is a vast amount of information that I need to learn, and will also admit that my knowledge is very small. I do know that I want to get into forging. However, it will be in the �crudest� simplest form first. Before I get into the intricacies of trying to forge Damascus, I am going to get the actual forging process down first and foremost. If it takes a few years, then so be it. I agree with you that YouTube isn�t a be all. I only use it for BASIC ideas, then research a lot.
As far as the Damascus part, it seems to my understanding that no �special� process is done for the pattern to show? It comes out on its own essentially?
|
|
#6
03-17-2018, 03:21 AM
|
|||
|
|||
|
Listen to Ed and James. I was lucky in that before l ever forged a knife I worked in a blacksmith's shop. Best advice is to start with 1084 or 80CrV2 and learn the ins and outs of that steel and preventing decarburization because forging Damascus you need to know about it. It doesn't help if you burn out half the carbon in the steel. l did it once trying to get fancy and the blade wouldn't harden like l wanted it too. Stay away from mystery steels that you do not know the composition of as well.
|
|
#7
03-17-2018, 03:49 AM
|
|||
|
|||
|
Quote:
If you just forge-weld a bunch of pieces together with no real prep, you get a random patter. However, by upsetting the layers in specific ways, i.e drilling partial holes in a piece, then flattening it out, cutting in notches then flattening, you can manipulate the pattern. The 2 examples i just listen are how raindrop and ladder pattern Damascus are made, you can see examples here: 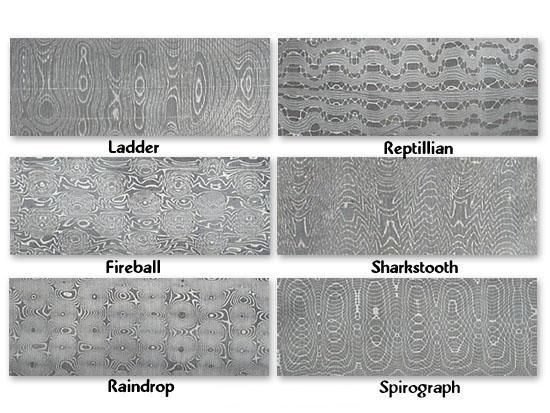 So, in short you get different patterns for different preparations, but no preparations still results in a pattern in most circumstances. Note i said most, theoretically you could get a bad of damascus with no pattern by keeping everything uniform, perhaps doing the forging with a press and flat dies instead of a hammer. No upsetting the layers, layers stay straight lines, no pattern
|
|
#8
03-18-2018, 12:58 PM
|
|||
|
|||
|
Thank you all. Initially starting out, I was thinking about using either leaf spring or coil springs where I can get a good amount of steel for free or very cheap to learn on. Is that a bad idea? As far as buying steel, I looked at either 1084 or 1095 and W2 for learning before progressing, over a few years to Damascus attempts. Lately I�ve been hooked on watching Forged in Fire. I really want to get into forging, but as I thoroughly enjoy doing things by hand, will not be getting pressed or power hammer. Building a 2x72 will most likely be the extent of power tools for it.
And thank you for the explanation of Damascus and the techniques and patterns available. And I would also like to thank everyone for not �belittling � me in my naivety in this
|
|
#9
03-18-2018, 01:46 PM
|
|||
|
|||
|
Honestly, when you're just starting out, buy the steel. It makes the entire process a lot easier than using mystery steel, and the cost is minimal. I recommend starting with 1084, its relatively cheap and dead simple to heat treatment. If you start with a known, virgin steel, you can focus your attention on getting the heat treatment correct, rather than guessing on mystery steels and hoping you don't hit any residual stress issues.
I like New Jersey Steel Baron for 1084, really nice stuff to work with. I'd stay away from 1095 and w2 until you get some success under your belt, the heat treatment on both of those is a little bit trickier to get right
|
|
#10
03-18-2018, 01:58 PM
|
|||
|
|||
|
I never even thought about that. As far as heat treatment goes, what exactly is entailed? I�ve seen and read that it is just quenching and some that say a true heat treat involves a few cycles of tempering in an over or kiln. Makes it kind of confusing. I already intend on about 2 normalizing cycles before oil quenching, followed by about 2-3 temper cycles. Is that wrong or too much?
|
|
#11
03-18-2018, 06:11 PM
|
|||
|
|||
|
Quote:
At its core, heat treating a knife is just getting it really, really hot, then getting it really cool really fast, then getting it a little hot again. Devils in the details though. Every type of steel heat treats a little differently, the "really really hot" temperature ranges from 1450f up to 2100f, the duration of "cooling it really fast" can be anywhere from .5 seconds to 2 minutes, and "little hot" can be anywhere from 400f to 1000f. Theres a lot of variables in there, to the point where you can devote an entire website to it. I recommend starting off with 1084 steel because of how easy it is to heat treat. Its a plain carbon steel, meaning that the majority of it is carbon and iron, with a touch of manganese(?) thrown in to make the heat treatment easier. To heat treat it, all that needs to be done is to bring it up to 1500f, little past red heat and when the steel loses its magnetic properties, then quench it in oil, plain canola oil works fantastic. From there, the steel is glass-hard and extremely brittle and it needs to be tempered, or softened just a touch. Also easy to do, just toss it in an oven at 450f for an hour. I say that 1084 is easy because the temperature for the initial heat doesnt need to be exact, a simple charcoal fire with a hairdryer as an air blower will get the job done just fine. Quenching is also easy, nearly any oil will work. I use canola because its cheap and easy to fine, but peanut and mineral oil will also work, and some people will use things like motor oil. As a comparison to 1084, something like 1095 steel will require slightly better heat control, and a much better quench. The higher carbon content of 1095 means it requires a faster quench than the more common oils can provide, either water/brine (very fast, very harsh, lot of broken blades) or an engineered quenchant (hard to find, bloody expensive at ~$150 for 5 gallons). Other steels get even worse, stainless steels require very exact, very high temperatures in an oxygen-free environment for specific lengths of time. Like i said, its a pretty complicated topic. Honestly, making the blade is the easy part. Best i can tell you is start out with a simple steel and learn on the way. If youve got any other questions and are free on sundays, hop in the chat room, its a great place to ask
|
|
#12
03-18-2018, 07:33 PM
|
|||
|
|||
|
Well holy crap lol I did not realize it was that in depth and variable. Sounds like 1084 will be the starting point, followed by a lot of learning and researching. I�ve read a bunch of people using motor oil, but not sure if wanna put that in my house oven after quenching. My wife�s liable to shoot me lol I looked into the engineered quenching oil from Citgo. It is expensive, at $148 for 5 gallons
I�m hoping to some time get to one of the chats, but my job is very unpredictable, especially with fire season ramping up now
|
|
#13
03-18-2018, 09:25 PM
|
|||
|
|||
|
Gblack, the Citgo oil you're talking about, is it at Jantz supply? Use the canola oil and use a four inch pipe with a cap on the end or weld a plate on the end and make it 100% certain it cannot fall over. Peanut oil too is fine as Epic said.
Outside or in a well ventilated garage or shed is good for the forging area and keep anything flammable (wood) at least 4 feet away from the forge. The oil you use will be wiped off before you temper your blade so don't worry about the house oven, also get a magnet so you can determine when the blade hits 1420 degrees and you want to heat past that for a few minutes, 2-3. Preheat house oven (425 is good to start, 2 hours) and quench immediately. Experiment, but make sure your blade doesn't have shadowy areas before quench. Quench as fast as you can. The 80CrV2 I mentioned above is also called 1084+ as it is as easy to heat treat, but is a little more forgiving than even 1084 as the Vanadium in it at 0.20% won't make carbides, but will inhibit grain growth. NJSB carries it as well as 1084.
|
|
#14
03-18-2018, 10:08 PM
|
|||
|
|||
|
Yes, it was at Janet�s Supply. PVC or Steel? I can weld up a steel tank. I thought about making one just for edge quenching too.
I do already have a few magnets laying around. By shadowy areas, I�m assuming that means delamination, cold shuts and such?
|
|
#15
03-19-2018, 02:46 AM
|
|||
|
|||
|
Quote:
Shadowy areas in the steel is really hard to describe, when bringing steel to temperature theres actually a very subtle shadow that move across the blade as it hits the proper temperature. Personally, i like the magnet test; keep a magnet near your heat source and touch the blade to it, once the blade stops being attracted to the magnet, give it a touch longer in the heat, make sure the color over the blade is uniform, then move to the quench. Easy peasy! Theres a whole lot to learn about heat treatment, but dont let it intimidate you, its easier to learn than youd think. Really it boils down to "heat, dunk, less heat". Its like baking, follow the recipe and youll be fine, and luckily most places that sell the steel also have pretty comprehensive heat treatment instructions. On that note, thats another reason im fond of 1084, its really hard to screw up the heat treatment on, even with the most sub-optimal setup possible, everything will still go pretty smoothly. You could dig a hole in your back yard, toss in some dollar store charcoal, light the fire up with a stolen hotel hair dryer, quench the blade in a bucket of used motor oil and temper it over the hobo fire and youll still end up with a good blade! Oh, and if youre looking for sources, i like these guys; http://newjerseysteelbaron.com/ Fantastic to buy from, and good prices, and the quality of the steel is fantastic
|
|
| Tags |
| 15n20, a, billet, blade, blades, ca, damascus, etching, fire, folding, forge, forging, heat, heat treat, how to, knife, knifemaking, pattern, scale, show, steel, surface, videos, welding, youtube |
| Currently Active Users Viewing This Thread: 1 (0 members and 1 guests) | |
|
|
 Similar Threads
Similar Threads
|
||||
| Thread | Thread Starter | Forum | Replies | Last Post |
| Hand Forging A billet of Damascus | M.Logan | The Damascus Forum | 3 | 07-25-2008 05:16 PM |
| Saw chain damascus?... New to forging... | Connor | The Damascus Forum | 10 | 04-09-2007 01:21 AM |
| Damascus Forging Video. | mariano gugliot | The Display Case | 10 | 01-23-2007 04:04 PM |
| Forging Damascus | Handyman | Ed Caffrey's Workshop | 8 | 06-03-2003 04:37 PM |
| Forging wire damascus | Cactusforge | Ed Caffrey's Workshop | 8 | 03-02-2002 08:57 AM |






 Linear Mode
Linear Mode

